§ 12. Виды и приемы сверления
Отверстия сверлят по предварительной разметке, выполненной разметочным инструментом, или по шаблону. Применение шаблона экономит время, так как на заготовку переносят контуры ранее размеченных на шаблоне отверстий. Отверстия больших диаметров сверлят за два приема — сначала сверлом меньшего диаметра, а затем сверлом требуемого диаметра.
Сверление отверстий может быть сквозным (сверло выходит через просверливаемое отверстие); глухим (глубина отверстия меньше толщины металла); под резьбу и под развертку. Способ выполнения этих видов сверления одинаков, кроме глухого, при котором необходимо сохранить требуемую глубину отверстия. Для этого применяют приспособления, ограничивающие подачу сверла до нужной глубины. Если таких приспособлений нет, станок через определенное время останавливают, выводят сверло и промеряют глубину отверстия.
Для точного и быстрого сверления сверло необходимо прочно и правильно укрепить в шпинделе станка или в патроне, чтобы оно вращалось без биения. При биении сверла отверстие получится неправильной формы, а сверло может сломаться.
Просверливаемую деталь укрепляют на столе станка болтами и прижимными планками или в тисках, установленных на столе.
Нажим на сверло должен быть равномерным и соответствовать твердости металла и диаметру отверстия. При мягком металле и небольшом диаметре отверстия частоту вращения сверла и его подачу увеличивают. В момент выхода сверла из отверстия нажим следует ослабить, чтобы избежать поломки сверла. Так как сверло при сверлении нагревается, его следует охлаждать, прерывая работу. При работе на станках сверло охлаждают мыльной эмульсией. При обработке чугуна и бронзы сверло не охлаждают. При сверлении глубоких отверстий следует периодически выводить сверло из отверстия и освобождать отверстие и канавки в сверле от стружки.
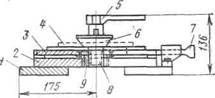
Рис. 27. Кондуктор для сверления отверстий во фланцах:
1 — опорные полосы, 2 — опорный диск, 3 — разметочный диск, 4 — фланец, 5— ручка, б—конус, 7 — защелка, 8 — зажимный болт, 9 — пята
На рис. 27 показан кондуктор для сверления отверстий во фланцах для стальных труб. К нижней части кондуктора приварены две опорные полосы 1 с отверстиями для крепления кондуктора к столу сверлильного станка. Опорные полосы приварены к опорному диску 2 с отверстием посредине, в котором свободно поворачивается фланцевая пята 9. Пята имеет центральное отверстие с резьбой для зажимного болта 8. К пяте прикреплен разметочный диск 3, на окружности которого на одинаковом расстоянии одно от другого расположены восемь углублений (соответственно наибольшему числу отверстий во фланце).
Для сверления отверстий фланец 4 укладывают на разметочный диск, укрепляют поворотом ручки 5 и центрируют с помощью конуса 6.
Кондуктор устанавливают на сверлильном станке так, чтобы центр сверла совпал с окружностью, на которой расположены отверстия во фланце. Фланец укладывают на подкладку. Затем диск устанавливают так, чтобы в углубление на окружности попала защелка 7. После сверления первого отверстия диск переставляют, чтобы защелка попала в углубление для сверления следующего отверстия.
Из-за неправильного или непрочного закрепления деталей, неправильной заточки сверл, забивания канавки сверла стружкой, недостаточного охлаждения сверла, неправильной скорости резания и подачи сверла происходит поломка сверл. При неправильном подборе сверл, неправильном креплении их и неверных приемах работы возможны следующие виды брака: размер отверстия больше требуемого, косое отверстие, смещение отверстия от намеченного центра, глубина отверстия больше требуемой.
При сверлении на станках выполняют следующие правила техники безопасности: вращающиеся части станков должны иметь ограждения; обрабатываемые детали прочло укреплять на столе, а не удерживать их руками в процессе обработки,; рукава халата крепко завязывать; не браться за вращающийся режущий инструмент и шпиндель; не вынимать руками сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями; не опираться на станок во время работы.