§ 13. Развертывание, зенкерование и зенкование
Развертывание. Для получения отверстий с чистой поверхностью или для точной подгонки отверстия под шлифованную деталь производят операцию, которая называется развертыванием. Развертывание выполняют вручную или на сверлильном станке с помощью разверток. Ручные развертки приводятся во вращение ручным воротком.
Развертки бывают цилиндрические (рис. 28 а, б) и конические (рис. 28, в). Конические развертки предназначены для развертывания конусных отверстий.
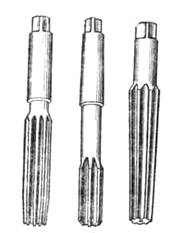
Рис. 28. Развертки: а — цилиндрическая ручная, б — то же, машинная, в —коническая
На рабочей части развертки имеется от 6 до 14 нарезанных зубьев, вдоль которых расположены канавки; зубья служат для образования режущих кромок и отвода наружу снимаемой стружки. Нижняя конусная часть развертки снимает стружку, а верхняя — калибрующая— направляет развертку и окончательно калибрует отверстия.
Для более чистой обработки поверхности отверстий и охлаждения инструмента при развертывании просверленные отверстия в стали смазывают минеральным маслом, в меди — эмульсией, в алюминии — скипидаром, а в латуни и бронзе отверстия развертывают без смазывания.
Отверстия развертывают вручную следующим способом. Деталь прочно укрепляют в тисках. В отверстие детали вставляют развертку, чтобы ось развертки совпала с осью отверстия. Затем начинают вращать вороток с разверткой вправо, плавно подавая его вперед. Развертку вращают только в одну сторону.
Зенкерование и зенкование. Зенкерование — это обработка отверстия, полученного при литье, ковке или штамповке, для придания ему цилиндрической формы, требуемого размера и получения чистой поверхности. Зенкерование — промежуточная операция при обработке отверстия под развертку, выполняемая зенкером. Зенкером обрабатывают также конусные и цилиндрические углубления с плоским дном. Операцию зенкерования выполняют так же, как и развертывание.
Зенкер (рис. 29, а) имеет большее число режущих кромок (три или четыре), чем спиральное сверло, и обеспечивает большую чистоту обработки отверстия.
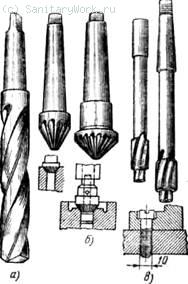
Рис. 29. Зенкер (а), коническая (б) и цилиндрическая (в) зенковки
Припуск под зенкерование для отверстий диаметром от 15 до 35 мм дается 1—1,5 мм.
Зенкование — это обработка выходной части отверстия (снятие заусенцев) для получения конических или цилиндрических углублений под потайные головки заклепок и винтов. Зенкование выполняют конической или цилиндрической зенковкой (рис. 29,б,в).
Операции зенкования производят на сверлильном станке, как и сверление отверстий на требуемую глубину,