§ 28. Ручная дуговая сварка стыков трубопроводов
- § 26. Общие сведения о дуговой сварке
- § 27. Оборудование для питания сварочной дуги
- § 28. Ручная дуговая сварка стыков трубопроводов
- § 29. Автоматическая и полуавтоматическая сварка труб под слоем флюса
- § 30. Газовая сварка металла
- § 31. Основные требования к сварке трубопроводов в зимних условиях
- § 32. Кислородная резка металла
- § 33. Подготовка элементов санитарно-технических систем под сварку
- § 34. Техника безопасности при сварочных работах
Для ручной дуговой сварки труб применяют металлические электроды, которые служат присадочным материалом для заполнения сварного шва и одновременно проводником тока к дуге.
Плавящиеся электроды изготовляют из сварочной проволоки (ГОСТ 2246—70), которая разделяется на углеродистую, легированную и высоколегированную. Для сварки труб применяют проволоку толщиной 2—5 мм.
Электроды, применяемые для сварки и наплавки, квалифицируют по назначению (для сварки стали, чугуна и других металлов), типу покрытия {основное, кислое, рутиловое и др.), химическому составу стержня и покрытия, характеру шлака, механическим свойствам металла и способу нанесения покрытия.
Основные требования для всех типов электродов: обеспечение стабильного горения дуги и хорошего формирования шва; получение металла сварочного шва заданного химического состава; спокойное и равномерное расплавление электродного стержня и покрытия; минимальное разбрызгивание электродного металла и легкая отделяемость шлака; сохранение физико-химических и технологических свойств электродов в течение определенного промежутка времени; минимальная токсичность при изготовлении и сварке.
Покрытие электрода состоит из шлакообразующих и газообразных компонентов. Шлакообразующие компоненты, защищающие расплавленный металл от воздействия кислорода и азота воздуха, образуют шлаковые оболочки вокруг капель электродного металла, которые проходят через дуговой промежуток, и шлаковый покров на поверхности металла шва. Шлакообразующие компоненты уменьшают скорость охлаждения металла и способствуют выделению из него неметаллических включений. Газообразующие компоненты при сгорании создают газовую защиту, которая предохраняет расплавленный металл от кислорода и азота воздуха.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла.
Сварные соединения бывают стыковыми, угловыми, тавровыми и нахлесточными.
Стыковые соединения по форме подготовки кромок свариваемых деталей бывают с отбортовкой кромок, без скоса кромок, с V-образным прямолинейным или криволинейным скосом одной или двух кромок, с К-образным симметричным и несимметричным скосом одной кромки, с Х-образным прямолинейным или криволинейным скосом двух кромок.
Угловые соединения по форме подготовки кромок свариваемых деталей бывают с отбортовкой кромок, без скоса кромок, с одним или двумя скосами одной кромки или с односторонним скосом двух кромок.
Тавровые соединения по форме подготовки кромок свариваемых деталей бывают без скоса кромок, с одним или двумя скосами одной кромки.
Нахлесточные соединения по форме подготовки кромок свариваемых деталей выполняют без скоса кромок, с круглым и удлиненным отверстиями.
Элементами геометрической формы подготовки кромок под сварку являются:
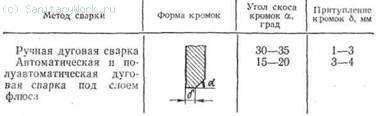
угол скоса кромок (см. эскиз табл. 9), выполняемый при толщине металла более 3 мм; отсутствие этого элемента может привести к непровару по сечению сварного соединения, а также к перегреву и пережогу металла;
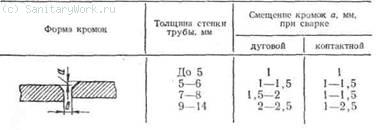
зазор Б (см. эскиз табл. 10), обеспечивающий полный провар по сечению соединения при наложении первого слоя шва. Величина зазора зависит от толщины стенки труб. При толщине до 8 мм зазор составляет 1,5—2 мм;
длина скоса листа, регулирующая плавный переход от тонкой свариваемой детали к более толстой и устраняющая концентраторы напряжений в свариваемых конструкциях;
притупление кромок б (см. эскиз табл. 9), обеспечивающее устойчивое ведение процесса сварки при выполнении первого слоя; если притупление кромок отсутствует, то могут образоваться пережоги при сварке; смещение кромок а (см. эскиз табл. 10), ухудшающее прочностные свойства сварного соединения и способствующее образованию непровара. Смещение кромок относительно друг друга допускается до 10% от толщины свариваемых деталей, но не более 3 мм. Форма кромок труб и углы их скоса, применяемые при сварке, должны соответствовать значениям, приведенным в табл. 9.
Таблица 9 Форма кромок на торцах труб, подготовленных к сварке
Смещения кромок (отклонения от соосности) при сборке труб не должны превышать значений, приведенных в табл. 10.
Таблица 10 Допускаемые смещения кромок а при сборке труб
По расположению в пространстве швы сварных соединений подразделяются на нижние, вертикальные, горизонтальные и потолочные. Нижний шов, наиболее удобный для сварки, располагается внизу под электродом, а сварка производится сверху. Горизонтальный шов выполняют по окружности трубы, установленной вертикально. Вертикальный шов располагается сбоку установленной отвесно трубы, свариваемый по ее длине. Потолочный шов выполняют над головой сварщика.
По количеству наложения слоев швы сварных соединений бывают однослойными и многослойными, а в зависимости от того, с какой стороны накладывается шов, — одно- или двусторонними.
Первый слой сварки — наиболее ответственный; при наложении этого слоя необходимо полностью расплавить кромки и притупления и затем тщательно проверить, нет ли трещин. Обнаруженные трещины следует вырубить или выплавить, и исправленные участки вновь заварить. Начало и конец каждого из слоев должны быть смещены на 15—30 мм по отношению к началу и концу предыдущего слоя. Последний шов должен иметь ровную поверхность и плавно переходить к основному металлу.
При многослойной сварке каждый последующий слой ведут в обратном направлении в отношении к предшествующему, замыкающие участки каждого слоя располагают вразбежку по отношению один к другому. После сварки каждого слоя шов и прилегающую к нему зону очищают от шлака и брызг для лучшего сплавления слоев.
Дуговую сварку поворотных и неповоротных стыков труб при толщине их стенки до 6 мм следует выполнять в два слоя; при толщине стенки труб от 6 до 12 мм — в три слоя; при толщине от 12 и более — в четыре слоя.
В местах расположения сварных швов трубопровода не допускается приваривать патрубки для ответвлений. Расстояние между кольцевым сварным швом трубопровода и швом приварки патрубка должно быть не менее 100 мм.
Число прихваток зависит от диаметра свариваемых труб.
Длина прихваток должна быть для поворотных стыков 30—40 мм, для неповоротных 50—60 мм, высота прихваток составлять 40—50% толщины стенки трубы.
При сварке Т-образных и крестообразных соединений оси труб должны быть взаимно перпендикулярны, а ось привариваемого патрубка совпадать с центром отверстия в трубе.
Качество сварки контролируют систематически в процессе сборки и сварки изделий. Внешнему осмотру подлежат все сварные стыки. Сварной стык не должен иметь трещин, пор, наплывов и подрезов, незаваренных кратеров, подтеков наплавленного металла внутри трубы; но всей длине шва должна быть ровная, слегка выпуклая поверхность.