§ 30. Газовая сварка металла
- § 26. Общие сведения о дуговой сварке
- § 27. Оборудование для питания сварочной дуги
- § 28. Ручная дуговая сварка стыков трубопроводов
- § 29. Автоматическая и полуавтоматическая сварка труб под слоем флюса
- § 30. Газовая сварка металла
- § 31. Основные требования к сварке трубопроводов в зимних условиях
- § 32. Кислородная резка металла
- § 33. Подготовка элементов санитарно-технических систем под сварку
- § 34. Техника безопасности при сварочных работах
Газовой называется сварка плавлением, при которой нагрев кромок соединяемых частей производится пламенем газов, сжигаемых на выходе горелки для газовой сварки. Ацетилен, сгорая в струе чистого кислорода, дает пламя температурой 3050—3150° С. Зазор между кромками свариваемых деталей заполняется металлом присадочной проволоки, расплавляемой одновременно с кромками.
Ацетилен — бесцветный газ с резким характерным запахом — химическое соединение углерода и водорода. Длительное вдыхание его может привести к отравлению.
Ацетилен доставляют к месту сварки в баллонах, которые наполнены раствором ацетилена в ацетоне под давлением 1,5—1,8 МПа. Чтобы предохранить ацетилен от взрыва, в баллон набивают пористую массу из специального угля.
Кислород — газ без цвета и запаха, обладающий способностью соединяться со всеми металлами, кроме благородных. Для сварочных работ применяют кислород, в котором количество различных примесей не превышает 1—2%. Кислород получают из воздуха с помощью специальных установок и доставляют в стальных баллонах, окрашенных в синий цвет. Кислород в баллонах находится под давлением до 15 МПа. Для работы такое давление не требуется, так как горелке подается кислород давлением, не превышающим 0,3 МПа. Давление снижает кислородный редуктор.
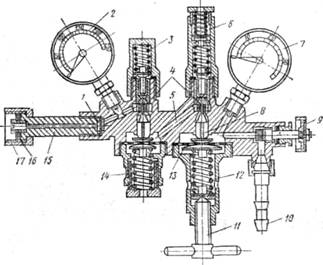
Рис. 61. Двухступенчатый кислородный редуктор 2-КВД:
1 — теплопоглотитель, 2 —манометр высокого давления, 3 — камера высокого давления, 4 — редукционные клапаны, 5 — канал, б — предохранительный клапан, 7 ~- манометр низкого давления, 8 — диск, 9 — запорный вентиль, 10 — ниппель, 1/^регулировочный винт, 12 — главная пружина, 13— мембрана, 14 — нажимная пружина, 15 — штуцер, 16 — фильтр, 17 — накидная гайка
Двухступенчатый кислородный редуктор 2-КВД (рис. 61) оборудован двумя манометрами высокого давления 2 и низкого давления 7. Редуктор присоединяют к вентилю кислородного баллона с помощью штуцера 15 с накидной гайкой 17. В штуцере расположен канал, в начале которого у накидной гайки установлен фильтр 16, а в конце — теплопоглотитель 1. Кислород из баллона по каналу, соединенному с манометром 2, показывающим давление кислорода в баллоне, попадает в камеру 3 высокого давления с запорной пружиной и через редукционный клапан 4 проходит в первую камеру редуцирования, где давление кислорода падает до 3— 3,5 МПа. Первую регулировку давления производит завод-изготовитель регулировочной гайкой и нажимной пружиной 14.
Во вторую камеру редуцирования с предохранительным клапаном 6 кислород поступает из первой камеры по каналу 5. Здесь давление газа понижается до рабочего регулировочным винтом 1Z. При ввертывании этого винта главная пружина 12 сжимается, мембрана 13 изгибается и, подымая диск 8, открывает второй редукционный клапан 4 и отверстие для входа газа в камеру, Рабочее давление в это время контролируется манометром 7. Из второй камеры редуцирования кислород под рабочим давлением поступает через запорный вентиль 9 и ниппель 10 по шлангу к горелке.
Из баллона можно отбирать кислород до остаточного давления не ниже 0,05 МПа. Полностью выпускать из баллона кислород нельзя, так как при этом на кислородном заводе потребуется проверка баллона. Баллоны перевозят в специальных тележках.
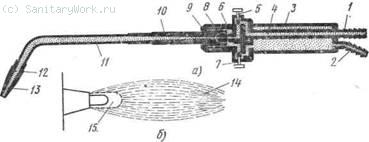
Рис. 62. Разрез сварочной горелки (а) и структура ее пламени (6)t
1 — кислородный ниппель, 2 — ацетиленовый ниппель, 3 — рукоятка, 4 — кислородная трубка, 5 — вентиль для кислорода, 6 — корпус, 7 — вентиль для ацетилена, 8 — инжектор, 9 — накидная гайка, 10 — смесительная камера, 11- наконечник, 12 — соединительный ниппель, 13 — мундштук, 14 — зона полного сгорания, 15 — ядро
Для смешения горючего газа с кислородом и получения сварочного пламени служит сварочная горелка (рис. 62, а), которую с помощью шлангов присоединяют к кислородному редуктору и газогенератору. Количество кислорода и ацетилена, подаваемое к горелке, регулируют вентилями 5, 7. В горелке кислород и ацетилен смешиваются в требуемой пропорции и при горении дают пламя высокой температуры, которое расплавляет свариваемый металл и проволоку, предназначенную для заполнения шва.
Газовую сварку можно применять для соединения труб разных диаметров со стенками толщиной до 4 мм. При толщине стенок более 4 мм необходимо применять дуговую сварку.
Для заполнения шва свариваемых металлов в качестве присадочного материала используют мягкую стальную проволоку диаметром, соответствующим толщине свариваемого металла. Поверхность проволоки должна быть чистой и ровной, без окалины, ржавчины и грязи. Для газовой сварки труб из низкоуглеродистой стали применяют проволоку Св-08 или Св-08А, а для труб из легированной стали — проволоку Св-08ГС, Св-12ГС. Диаметр проволоки при толщине стенок свариваемых труб до 3 мм должен быть 2—3 мм, а при толщине 3— 4 мм—3—4 мм.
Перед сваркой торцы труб и поверхность их концов следует очистить на 20—25 мм по обе стороны шва от ржавчины, грязи и окалины до металлического блеска.
Сварку необходимо вести восстановительной зоной пламени (рис. 62,6), так как в этой зоне расплавленный металл не подвергается окислению и науглероживанию. Конец сварочной проволоки в процессе сварки должен все время находиться в расплавленном металле.
При сварке стыков высота швов должна быть не более 2—2,5 мм; по ширине шов должен перекрывать наружные кромки фасок на 2—2,5 мм и плавно переходить к основному металлу. Газовую сварку неповоротных стыков при горизонтальном положении труб необходимо производить в один слой, снизу вверх с каждой стороны трубы, газовую сварку поворотных стыков — также в один слой и в одном направлении. Трубу постепенно поворачивают в обратном направлении. Горелку полагается держать так, чтобы наконечник находился в наклонном положении.
Величина зазора между кромками свариваемых встык труб при ручной газовой сварке должна быть для труб с толщиной стенки: до 2,75 мм—0,5—1 мм, от 2,75 до 3,5 мм — 1,0—1,5 мм и от 3,5 до 6 мм — 1,5—2 мм. При толщине стенки труб до 4 мм сварку производят стыковым соединением без скоса кромок. При толщине стенки более 4 мм на торцах труб должны быть сняты фаски под углом 40—50° с притуплением кромок на 0,5—1 мм.
В процессе сварки концы труб рекомендуется закрывать пробками, чтобы избежать быстрого остывания сварного шва. Процесс сварки необходимо контролировать, чтобы предупредить появление дефектов в сварных соединениях. Качество сварного соединения в большой степени зависит и от правильности подготовки деталей для сварки, от качества основного металла и сварочной проволоки.