§ 42. Соединение пластмассовых труб
Раструбное соединение. Основной вид соединения пластмассовых труб и фасонных частей для систем внутренней канализации — раструбное соединение с резиновым уплотнительным кольцом (рис. 78,а). Герметичность раструба достигается за счет сжатия резинового кольца (рис. 78, б) между стенками раструба и гладким концом трубы.
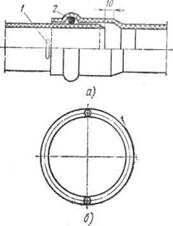
Рис. 78. Раструбное соединение труб (а) с резиновым кольцом (б): 1 — метка, 2 — резиновое кольцо
Раструбное соединение пластмассовых труб с резиновым уплотнительным кольцом собирают в такой последовательности. Очищают от грязи наружную поверхность трубы, внутреннюю поверхность раструба и желобок, а также резиновое кольцо. Затем вкладывают резиновое кольцо в желобок раструба. После чего гладкий конец трубы с фаской смазывают глицерином или мыльным раствором и легким вращением вводят его в раструб до метки. Когда раструбное соединение будет закончено, проверяют наличие кольца в желобке, поворачивая одну из соединяемых деталей вокруг другой. Если кольцо находится в желобке, то деталь легко поворачивается.
Варианты присоединения выпуска керамического унитаза к канализационному трубопроводу из полиэтиленовых труб показаны на рис. 79.
Рис 79. Присоединение выпуска керамического унитаза к пластмассовому канализационному трубопроводу
В первом случае (рис. 79, а) герметичность стыка достигается уплотнением резиновыми кольцами 3 с последующей заделкой цементным раствором 2 на глубину раструба. Во втором случае (рис. 79,6) стык уплотняют льняной прядью 6, пропитанной раствором полиизобутилена в бензине (65% по массе полиизобутилена и 35% бензина), с последующей заделкой цементным раствором 2. В третьем случае (рис. 79, в) стык уплотняют резиновой манжетой 7.
Пластмассовые сифоны присоединяют к системе канализации с помощью резиновой переходной детали 4 (рис. 80), вставляемой в раструб трубы из ПВХ.
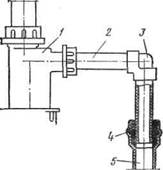
Рис. 80. Присоединение полиэтиленового бутылочного сифона к канализационному трубопроводу:
1 — полиэтиленовый бутылочный си-фон, 2 — канализационный трубопровод, 3 — угольник, 4 — резиновая переходная деталь, б — отводная труба
Канализационные стояки из пластмассовых труб 3 (рис. 81) соединяют с чугунными трубами 4 с помощью полиэтиленового переходного патрубка 2, на конце которого имеется раструб с желобком, обеспечивающий плотное соединение с пластмассовой трубой.
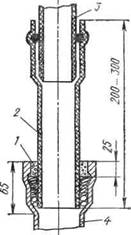
Рис. 81. Присоединение труб из ПВХ к чугунным канализационным трубам:
1 — просмоленная прядь и расширяющийся цемент, 2 — полиэтиленовый переходной патрубок, 3 — труба из ПВХ, 4 — чугунная труба
Соединение на клею. Для склеивания поливинилхлоридных труб применяют раструбное соединение (см. рис. 77). Процесс склеивания состоит из подготовки концов труб, приготовления клея и склеивания.
При подготовке концов труб склеиваемым поверхностям придают шероховатость, для чего наружный конец трубы и внутреннюю поверхность раструба обрабатывают шлифовальной шкуркой. Обработанные концы тщательно обезжиривают метиленхлоридом.
Для склеивания труб из ПВХ применяют два состава клея содержащие: 1) перхлорвиниловую смолу 14— мае ч и метиленхлорид 86-84 мае. ч, 2) перхлорвиниловую смолу 14—16 мае. ч., метиленхлорид 76—72 мае. ч., циклогексанон 10-12 мае. ч. Второй состав клея используют при склеивании труб диаметром более 100 мм и температуре наружного воздуха более 20° С. Для склеивания одного соединения труб диаметром 50 или 100 мм требуется соответственно 12 и 50 г клея. Из-за летучести растворителей консистенция клея постепенно изменяется, поэтому в открытом сосуде клей можно хранить не более 4 ч.
После подготовки концов труб клей наносят на 2/з глубины раструба и на всю длину калиброванного конца трубы. Клей наносят быстро, равномерным тонким слоем с помощью мягких кистей шириной 30—40 мм. Затем калиброванный конец вводят в раструб до упора. Склеенные стыки в течение 5 мин не должны подвергаться механическим воздействиям, а склеенные узлы следует выдерживать перед монтажом не менее 2 ч.
Сварка пластмассовых труб. Стыковые соединения на трубах из ПВП, ПНП и ПП выполняют контактной сваркой. Перед сваркой свариваемые поверхности торцов труб очищают от грязи и окисной пленки.
Для соединения полиэтиленовых труб диаметром 100—250 мм на сварке применяют универсальную установку (рис. 82).
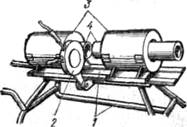
Рис. 82. Универсальная установка для сварки полиэтиленовых труб: 1 — станина, 2 — электронагревательный диск, 3 — зажимные хомуты, 4 — концы труб
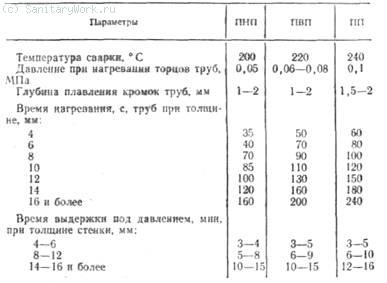
При сварке стыкового соединения торцы труб оплавляют электронагревательным диском 2, после чего диск убирают, а оплавленные поверхности труб под небольшим давлением соединяют. Основные параметры сварки пластмассовых труб приведены в табл. 18.
Таблица 18 Основные параметры сварки пластмассовых труб
Промежуток времени между окончанием нагревания и соединением оплавленных торцов труб должен быть в пределах 2—3 с.
Сварку выполняют в такой последовательности. На конце свариваемой трубы снимают наружную фаску под углом 30—45° на длине, равной толщине стенки трубы.
Затем устанавливают раструб фасонной части в цилиндре до упора и трубу в кольцо до упора в диск. Далее одновременно снимают после оплавления детали с рабочих элементов, после чего детали соединяют с выдержкой в течение 10—30 с.