§ 5. Механизмы и приспособления для рубки металла
Механизированная рубка металла производится пневматическим молотком (рис. 12), работающим под действием сжатого воздуха давлением 0,5—0,6 МПа, который подводится к молотку по шлангам от компрессора. Пневматический молоток состоит из цилиндра 11, в который вставляют зубило, поршня 1, двигающегося в цилиндре, и воздухораспределительного устройства 3— 5, 9, 10.
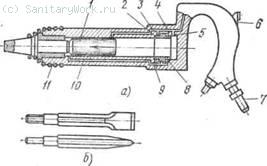
Рис. 12. Пневматический молоток:
а —схема, б —зубило для пневматического молотка; 1 — поршень, 2 — золотник, 3—5, 9, 10 — каналы воздухораспределительного устройства, 6 — курок, 7 — ниппель, 8 — кольцевая выточка, 11 — цилиндр
Благодаря воздухораспределительному устройству поршень получает возвратно-поступательное движение и быстро перемещается вперед и назад по цилиндру. При поступательном движении поршень ударяет по зубилу, которое разрубает металл. Молоток включают в работу нажатием курка 6. Рабочий держит молоток двумя руками и направляет зубило на место рубки.
Ручной винтовой пресс (рис. 13) применяют для перерубки чугунных канализационных труб диаметром 50 и 100 мм, Он состоит из сварной станины 2, двух боковых стоек 5, имеющих в верхней части шейки с резьбой, на которые надета траверса 6. Траверса прикреплена к Стойкам гайками. На траверсе гайкой и винтом 10 укреплена специальная гайка 11 с червячной резьбой, по которой перемещается ходовой винт 7. В верхней части ходового винта расположен маховик 8.
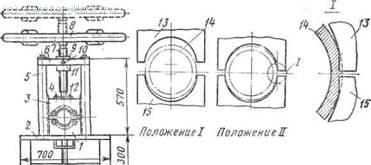
Рис. 13. Ручной винтовой пресс для перерубки чугунных канализационных труб и положение ножей при рубке труб: 1 — нижняя неподвижная обойма, 2 — станина, 3 — верхняя подвижная обойма, 4 — болт, 5 — стойка, в — траверса, 7 — ходовой винт, 8 — маховик, 9 — гайка, 10 — винт, 11 — специальная гайка, 12 — накладка, 13 — верхний нож, 14 — труба, 15—нижний нож; положение 16 — при поднятой верхней обойме, положение 17 — при опущенной верхней обойме
В нижней части стоек помещена нижняя неподвижная обойма 1 со вставным нижним ножом, а в верхней части стоек — верхняя подвижная обойма 3 со вставным верхним ножом. Верхняя подвижная обойма скреплена с ходовым винтом накладкой 12 и болтами 4 и вместе с ними поднимается и опускается. Боковые стойки 5 служат направляющими для верхней обоймы. Снизу к плите станины приварен швеллер со стойками по концам. Этот швеллер является направляющим элементом при укладке трубы для перерубки.
Ножи крепятся к обоймам болтами. Внутренние диаметры лезвий ножей должны быть на 2 мм меньше наружных диаметров перерубаемых труб. Каждому диаметру труб соответствует пара ножей и пара катков, устанавливаемых на швеллере для подачи труб к ножам.
На прессе работают следующим образом. Сначала устанавливают ножи и катки в соответствии с диаметром перерубаемых труб. Подняв маховиком верхнюю обойму с ножом, укладывают трубу на катки так, чтобы линия переруба совпала с острием нижнего ножа. Затем резким рывком поворачивают маховик в обратную сторону, опуская при этом ходовой винт с верхним ножом. От резкого нажима нижнего и верхнего ножей на боковых сторонах трубы сначала появляется надрез, труба расклинивается и затем раскалывается на две части. Пресс обслуживает один рабочий.
Механизм ВМС-36А для перерубки чугунных канализационных труб диаметром 50 и 100 мм (рис. 14) работает по принципу приводного пресса. На сварной станине 1 механизма смонтирован редуктор с двумя головками 2. Одна головка предназначена для перерубки труб диаметром 50 мм, вторая — для труб диаметром 100 мм.
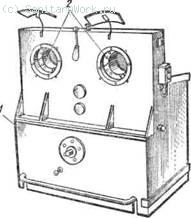
Рис. 14. Механизм для перерубки чугунных труб ВМС-36А:
1 — станина, 2 — головки с ножами
Трубы перерубаются четырьмя подвижными ножами, вмонтированными в патроны головок механизма. Механизм включается в работу от электродвигателя мощностью 1,5 кВт, с частотой вращения 1420 об/мин. Двигатель приводится в движение ножной педалью.
Для перерубки труб вначале включают электродвигатель. Затем берут размеченную трубу и укладывают ее на опоры так, чтобы линия разметки на трубе совпала с лезвием ножа. После этого ногой нажимают на педаль. Ножи опускаются на трубу, которая от нажима ножей перерубается по линии разметки. После перерубки ножи возвращаются в исходное положение, и работа головки автоматически прекращается. Время перерубки труб одного цикла составляет 3 с. Каждый из четырех ножей охватывает перерубаемую трубу на длине, равной четверти ее окружности. На рис. 15 показаны плоскости режущих ножей, геометрия которых учитывает особенности перерубаемого материала, т. е. хрупкость чугуна.
Чтобы предупредить разрушение и обеспечить гладкую и ровную поверхность реза перерубаемой трубы, режущие грани ножей выполнены прерывистыми за счет прорезанных поперечных канавок. Радиус окружности, образуемой режущими гранями ножей, должен быть меньше наружного радиуса перерубаемой трубы. Угол заострения ножей 60°, Процесс рубки состоит в следующем.
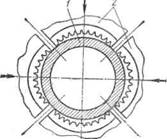
Рис. 15. Плоскости режущих ножей
Механизм СТД-115 применяют для перерубки чугунных канализационных труб диаметром 150 мм, применяемых в системах внутренней канализации. Механизм оборудован шестью подвижными ножами. Мощность электродвигателя 2 кВт. При смене- ножей этот станок можно использовать для перерубки труб меньшего диаметра.
Ножами описанной конструкции можно отрезать от чугунных канализационных труб кольца длиной 20 мм. При рубке во избежание ушибов и ранений необходимо соблюдать следующие меры предосторожности: прочно насаживать молоток или кувалду на ручку; надежно укреплять металл в тисках и при рубке на наковальне поддерживать отрубаемую часть заготовки; применять ограждающие сетки при рубке твердого или хрупкого металла, чтобы отлетающие осколки не поранили работающего или находящегося вблизи человека; работать исправным инструментом и на исправных станках; при перерубке труб на прессе работать в рукавицах.
До перерубки труб следует проверить исправность механизма, электрооборудования и защитных ограждений.