 Соединение металла при помощи припоя применяется с древних времен. Многие мастера стараются самостоятельно выполнять подобные работы, дабы сэкономить деньги и быть уверенными в качестве выполненной работы. Пайка медных труб при помощи газовой горелки заставит поволноваться даже доку.
Соединение металла при помощи припоя применяется с древних времен. Многие мастера стараются самостоятельно выполнять подобные работы, дабы сэкономить деньги и быть уверенными в качестве выполненной работы. Пайка медных труб при помощи газовой горелки заставит поволноваться даже доку.
Неправильный монтаж, может привести к не герметичности трубы, и даже к пожару. Если четко следовать инструкции, правильно подобрать нужный качественный материал и надлежащие инструменты, оборудовать рабочее место, то можно избежать всех казусов.
Как сделать качественную пайку медных труб расскажем в статье.
О навыке и умении пайки
Конечно, не обязательно обладать умением пайки, но приобрести это навык желательно. Медные трубы сейчас применяются редко для оборудования системы водопровода из-за своей дороговизны. Несмотря на это, они считаются лучшим материалом.
Медь гибкая, долговечная, легко поддается пайке. Медную систему можно бетонировать, с ней ни чего не случиться. Все затраты окупятся одним сроком службы. К тому же умение паять пригодится не только для создания водопроводной системы.
Как паять медные трубы
С чего начать газовую пайку медных труб?
Существует два вида пайки
- 1.высокотемпературная
- 2.капиллярная низкотемпературная
Принцип
Пайка медных изделий при высокой температуре – это монтаж деталей при температуре превышающей + 450 градусов. Припоем выступают тугоплавкие материалы: медь или серебро. Они создают очень твердое и качественное соединение не подверженное температурному воздействию.
Твердая и мягкая пайки
 Особенность данного припоя в том, что остывать он должен естественным образом, без воздействия вспомогательного охлаждения. Именно это дает высокое качество соединения.
Особенность данного припоя в том, что остывать он должен естественным образом, без воздействия вспомогательного охлаждения. Именно это дает высокое качество соединения.
Такую пайку называют – твердой. Такой вид соединения применяют для изделий 12 -159 мм диаметром. Высокотемпературная пайка идеально подходит при монтаже отопительной системы.
Главное из достоинств, что можно подсоединить дополнительный отвод не прибегая к демонтажу.
Низкотемпературная – мягкая пайка
Этот вид пайки производится ниже +450 градусов. Для припоя применяют такие металлы, как олово или свинец. Соединительный шов может быть от 7 мм до 50 мм. Из-за использования данного вида припоя, называют пайку мягкой. Конечно оно не такое прочное, как при пайке выше +450 градусов, но так же обладает своими преимуществами.
Мягкую пайку хорошо применять для монтажа деталей с не большим диаметром.
Низкотемпературная пайка более безопасная.
Возможен монтаж низкотемпературной пайкой труб для системы отопления, при соблюдении условия, что температура отопительной магистрали будет ниже +130 градусов.
Инструмент для пайки
Изначально надо подготовить все необходимое для работы.
- Флюс. Он необходим для смазки деталей перед монтажом и удаления оксидов, увеличения адгезии, понижается натяжение. Вид флюса зависит от типа спайки.
 Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.
Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.
Любой вид припоя производится в проволочном виде 3мм диаметром. Для сварки при высокой температуре, на упаковке присутствует надпись «Lead Free» то есть без свинца.
- Труборез. Им нарезаются детали необходимой величины.
Важно подобрать инструмент надлежащего качества. Медь — мягкий металл, использование плохого инструмента может привести к деформации материала.
- Фаскосниматель. Им удаляются все заусенцы.
- Газовая горелка с узконаправленным пламенем.
Оборудование работает на пропане и бутане или на чистом бутане.
Также соединение можно производить электрическим паяльником для такого типа соединения. Этот способ допускается для любого вида пайки.
- Маркер или карандаш. То чем оставлять разметки.
- Рулетка, молоток, уровень
Очередность выполнения операций пайки газовой горелкой
- Отрезаем изделие по замеру. Деталь держим четко перпендикулярно к инструменту для ровного среза. Зажимаем изделие и делаем вращательные движения труборезом. В конце очередного оборота натяжной болт затягиваем на одну треть. Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.
- Снимаем все заусенцы. Иначе детали не соединятся герметично и плотно.
- По тому же принципу готовим другую деталь.
- Вставляем детали одну в другую. Смотрим, все ли подходит.
- Зачищаем
 Обезжириваем.
Обезжириваем.
Обратите внимание, размер соединения ровняться диаметру трубы.
- Смазываем флюсом поверхности изделий. Кисточкой или другим приспособлением, внимательно наносим реагент на внешнюю поверхность изделия, равномерно распределяем. Лишний флюс не допустим.
- После нанесения флюса детали надо соединить, очень оперативно, чтобы исключить попадание соринок. Соединяем с помощью вращения, до упора.
- При низкотемпературной пайке – пламя горелки должно попадать точно на стык. Образующееся пятно надо все время перемещать, для равномерного нагрева. Припоем периодически касаемся шва. Когда детали разогреты до нужной температуры, он начнет плавиться. Как процесс плавки начался, убираем горелку. Даем припою растечься.
Обратите внимание, данный вид соединения, не допускает нагрева припоя, металл соединения плавиться от тепла деталей.
- Как только припой заполнит стык, даем остыть.
Важно. Не допустить перегрева меди. В этом варианте флюс утратит свойства, что негативно отразится на качестве выполненной работы.
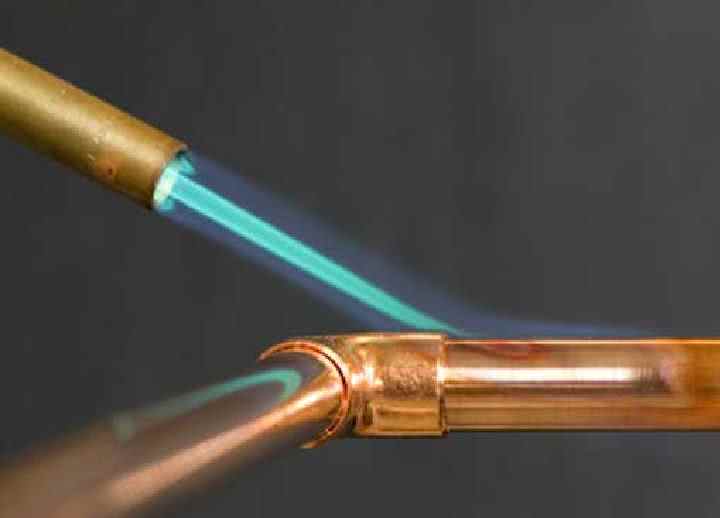
- Высокотемпературная пайка газовой горелкой производится аналогично. Только рекомендуется разогревать детали быстро. Оптимальное пламя ярко – синее. Как только медь станет темно-бордового цвета – это знак качественного прогрева. В это момент наносим припой. Он должен быстро расплавиться от температуры деталей и заполнить все зазоры.
Для более комфортного нанесения припоя, его можно подогреть горелкой.
- После выполнения работы. Даем остыть. Естественным образом.
- Остывшую поверхность тщательно очищаем от остатков флюса.
ВНИМАНИЕ!!!! Не трогайте изделие, пока оно не остынет. Можно получить сильный ожог. Не брызгайте на него воду, что бы проверить температуру. Остывшую трубу видно по цвету.
БЕЗОПАСНОСТЬ
- Не берите детали голыми руками. Мель обладает высокой теплопроводностью. Используйте специальные инструменты или защитные перчатки
- Очень аккуратно работайте с флюсом. Агрессивный состав. Если попал на кожу. Промойте большим количеством воды.
- Одежда. Ни какой синтетики и легковоспламеняющихся тканей.
- Флюс при нагревании испаряется. Пары ядовиты. Оденьте респиратор. Помещение должно быть проветриваемым.
- Всю конструкцию соберите на полу и только после этого начинайте монтаж.
Для того чтобы избавиться от лишних припоя и флюса с внутренней поверхности изделия, промойте их водой разной температуры.
Частые ошибки при совершении пайки медных труб газовой горелкой
- Внешние недостатки на соединительных частях
- Плохая очистка труб
- Малая ширина зазора
- Плохой прогрев
- Не равномерно нанесен флюс
- Перегрев. Сгорание флюса
- Ожоги при проверке трубы
- Нарушение норм безопасности
Прежде чем начать работать, попробуйте соединить несколько мелких деталей 3-4 шт. Это значительно повысит уровень.