
Соединение труб, предназначенных для отопления, водоснабжения или поставки газа, имеет важное значение. От качества исполнения зависит герметичность и пропускная способность, а значит, функционирование всей системы. Поэтому к способу соединения выдвигаются особые требования. В результате чаще всего для этого используется сварка. В частности, ручная дуговая. Этот вид соединения все реже используется в промышленных масштабах ввиду его медленности и высокой зависимости от действий человека. Однако в определенных монтажных условиях, а также в частных случаях такой способ является единственно возможным. Поэтому его стоит рассмотреть подробнее.
Особенности
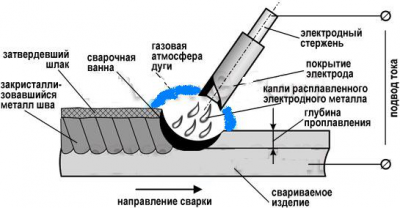
Ручная дуговая сварка является самым древним способом, в том числе и для соединения труб. Как присадочный материал здесь используется плавящийся металлический электрод со спецпокрытием. Кроме него, электроды еще отличаются размерами и составом основания – стержня. Как правило, для труб используются диаметры 2-5 мм.
Электродные покрытия могут быть тонкими (до двух процентов от веса стержня) и толстыми (до тридцати процентов от веса стержня). Благодаря этой обмазке образует шлак. Он защищает шов от воздействия кислорода и азота.
Что касается качества образующегося шва в результате применения такого способа соединения, то оно зависит во многом еще и от состояния поверхностей изделий, которые свариваются. Поэтому к их подготовке выдвигаются повышенные требования.
После сварки на шве образуется хрупкий шлак, который можно легко удалить. И тут важно, чтобы шов не оказался зашлакованным, иначе это отразится на его прочности.
Электроды
Зачастую для ручной дуговой сварки труб используются электроды Э-42. Однако марка зависит от многих факторов, в частности от состава свариваемого материала.
В любом случае, электрод не должен иметь повреждений и прочих дефектов.
Электроды с небольшим покрытием дают возможность гореть дуге непрерывно, поскольку прерывания чреваты снижением качества шва. Что касается изделий с плотной обмазкой, то дуга в таком случае горит еще устойчивее, а металл откладывается под шлаком, поэтому шов не виден. При этом он получается более вязким и прочным.
Элементы от обмазки переходят в состав металла при сварке, а также образуемый шлак улучшают качество шва.
Как выбрать диаметр электрода?
Он выбирается, учитывая толщину изделий, а также режимы, при которых будет происходить процесс. Если трубы имеют толщину стенки до 5 мм, тогда подойдут 3 мм электроды. Сила тока при этом для неповоротных стыков будет находиться в пределах 80-120 Ампер, а для поворотных – 100-250 Ампер.
Если толщина металла выше, тогда используются электроды диаметром 4-5 мм. Если процесс происходит в несколько слоев, первый слой делается электродом диаметром 4 мм, а последующие – большего диаметра.
Методы соединений:
- В угол;
- В тавр;
- Внахлест;
- Встык.
Внахлест выполняется шов, наложенных друг на друга изделий.
Самый распространенный и удобный шов – нижний. Сварка в таком случае выполняется сверху, а шов находится под электродом. По окружности трубы создается горизонтальный шов. При этом труба находится в вертикальном положении. Потолочный шов создается над оператором. Вертикальный шов создается по длине трубы, которая отвесно установлена.
Что касается ручной дуговой, то этот процесс выполняется зачастую встык.
Подготовка
Трубы очищаются от грязи и жира на ширину от 1 см. Если концы изделий неровные, их нужно либо отрезать, либо подровнять. Ведь стыковка должна происходить четко. Нужно рассчитать необходимый диаметр и марку электрода, а также режимы, при которых будет осуществляться процесс.
Сварка
После подготовки выполняются прихватки. Для потолочных стыков их длина составляет около 65 мм, а для поворотных – около 45 мм. Высота – приблизительно половина толщины стенки изделия.
Сварку труб встык нужно проводить без перерыва, чтобы стык полностью заварился.
Количество слоев, которое зависит от толщины стенки изделий (количество слоев — толщина):
- 4 – более 19 мм;
- 3 – 6-12 мм;
- 2 – менее 6 мм.
Скос кромок необходим при толщине стенок труб от 4 мм. При этом первый слой должен обеспечить полный провар корня. Это наиболее ответственный этап. Поэтому после его проведения необходимо выполнить проверку качества. Каждый последующий слой наносится после удаления шлака от предыдущего.

Второй и третий слои выполняют при медленном вращении трубы. Каждый последующий шов после первого выполняется в противоположном направлении от направления предыдущего. Начало и конец швов смещаются на 20 мм. Последний шов должен быть ровным. После каждого этапа происходит очищения шва от шлака.
Проверка
Когда все швы выполнены, остается только проверить окончательное качество.
Подведем итоги?
Ручная дуговая сварка – это одновременно и самый простой, и самый сложный процесс. Дело в том, что освоить эту процедуру может фактически каждый, однако для выполнения качественных швов нужна квалификация, которая есть далеко не у всех, а только у профессиональных сварщиков.