§ 20. Кузнечные операции
Все кузнечные операции при ручной ковке выполняют на наковальне с применением следующих инструментов: гладилки, обжимок, кувалды, ручника, кузнечных зубил, пробойников и клещей,
Протяжка — операция, при которой заготовка под действием ударов удлиняется и поперечное сечение ее уменьшается. Протяжку производят на гладкой стороне наковальни с помощью обжимки или на роге наковальни (рис. 40, а, б). Если нужно удлинить всю заготовку, протяжку начинают от середины и ведут сначала к одному концу, а затем к другому. Во время ковки после нескольких проходов заготовку повертывают на 90°, чтобы обработать боковые стороны.
Для протяжки заготовки квадратного профиля укладывают поперек наковальни и последовательно наносят удары: сначала по одной грани, а затем по смежной, повертывая заготовку на 90°. Место каждого последующего удара должно частично перекрывать место предыдущего.
Заготовки круглого профиля протягивают так: сначала заготовку отковывают на квадрат, затем протяжкой уменьшают квадратное сечение до нужных размеров. После этого наносят удары по ребрам, округляя заготовку.
Закончив протяжку, поверхность заготовки выглаживают гладилкой (рис. 40,в).
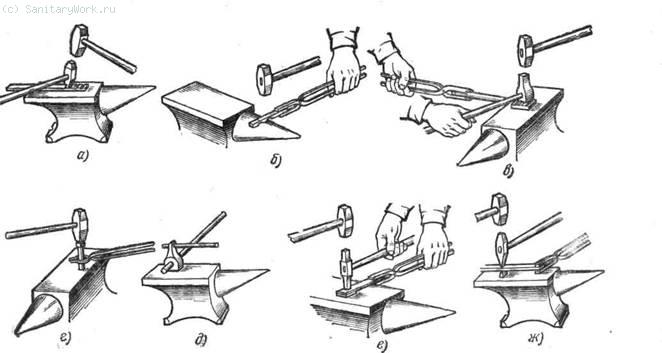
Рис. 40. Операции ковки:
а—протяжка с помощью обжимки, б —протяжка на роге наковальни, в —выглаживание гладилкой, г — осадка, д — округление заготовки обжимкой, в — пробивание отверстий пробойником, ж — отрубание узкой полосы стали
Осадка — операция, при которой увеличивается поперечное сечение заготовки за счет уменьшения ее длины. Осадка называется полной, если увеличивается все сечение за счет всей длины, и местной, если увеличивается сечение конца заготовки или ее середины. Местную осадку называют высадкой. При высадке нагревают ту часть заготовки, которую нужно увеличить в поперечном сечении.
Осадку производят ударами кувалды, как показано на рис. 40, г. При полной осадке длина заготовки не должна быть более трех ее толщин. В противном случае заготовка будет изгибаться. Чтобы получить заготовку круглого сечения, сначала ей придают форму многоугольного сечения, а затем закругляют обжимками (рис. 40, д).
Для высадки применяют нижник — приспособление с отверстием, куда вставляют высаживаемый стержень. При ударах по торцу стержня высаживают только конец его, который выступает под нижником. Среднюю часть заготовки высаживают следующим образом: нагревают среднюю часть, заготовку устанавливают вертикально на наковальне и наносят удары по торцу заготовки, а затем среднюю высаженную часть заготовки выглаживают полукруглыми гладилками.
В обжимках можно произвести подковку конца трубы, т. е. уменьшить ее диаметр. Для этого нагретый конец трубы кладут на нижнюю обжимку и ударяют кувалдой по верхней обжимке, поворачивая одновременно трубу.
Загиб — операция, при которой часть заготовки загибают под заданным углом к другой части заготовки. Загиб производят на наковальне, с которой загибаемая часть должна свешиваться так, чтобы вершина угла изгиба совмещалась с краем наковальни. Удары кувалдой наносят по свисающей части, удерживая заготовку на наковальне клещами и ручником, а большую заготовку —- клещами и другой кувалдой, которую держит еще один рабочий.
Угол загиба проверяют по шаблону. В месте загиба металл вытягивается и становится тоньше. Если требуется, чтобы толщина материала не уменьшилась, заготовку в месте загиба осаживают на требуемую толщину. Тонкие полосы стали можно загибать в тисках.
Пробивание отверстий круглого или прямоугольного сечения выполняют пробойниками такой же формы. На наковальню помещают подкладку с отверстием соответствующего размера и профиля и на нее кладут обрабатываемый материал. Отверстия пробивают ударами кувалды по пробойнику (рис. 40, е). Для успешного выполнения пробивания необходимо, чтобы заготовка была равномерно прогрета до нужной температуры; торцы заготовки перед операцией должны быть плоскими и параллельными. Пробойники следует устанавливать строго вертикально. Чтобы избежать чрезмерного нагрева, пробойник следует своевременно охлаждать в воде.
Отрубание материала производят кузнечным зубилом. Материал по разметочной линии укладывают на подсечку, установленную в гнездо наковальни, как показано на рис. 40, ж.
Материал толщиной от 40 мм и более перерубают с двух сторон. Сначала надрубают с одной стороны на половину толщины, а затем его переворачивают на 180° и с другой стороны окончательно разрубают. Толстый материал можно также перерубать с четырех сторон. Сначала надрубают с одной стороны на толщину менее половины, затем переворачивают заготовку на 180" и рубят, оставляя небольшую перемычку. После этого переворачивают заготовку сначала на 90° и наполовину перерубают перемычку, а затем переворачивают заготовку на 180° и окончательно разрубают ее. При таком способе рубки заготовок крупных сечений получают более ровный срез и меньше заусенцев.
При выполнении кузнечных операций часто приходится производить закалку инструмента для того, чтобы он был твердым и прочным. Сталь закаляют, нагревая ее до 770—800° С (вишнево-красный цвет каления). Выдержав при этой температуре для прогрева, сталь быстро охлаждают в струе воздуха, воды, масла или в другой охлаждающей среде.
При закалке сталь получает высокую твердость. Одновременно с твердостью закаленная сталь приобретает хрупкость, которая делает инструмент непригодным к использованию, так как он крошится. Чтобы уменьшить хрупкость и сохранить необходимую твердость, сталь отпускают, т. е. повторно нагревают до 200—300° С (инструментальная сталь), а затем охлаждают.
Температуру отпуска определяют по так называемым цветам побежалости, которые появляются на отшлифованной поверхности стали и меняются в зависимости от повышения или понижения температуры.
В табл. 4 приведен перечень инструментов, для которых требуется закалка и отпуск, и указаны цвета побежалости и соответствующие температуры их нагрева. При появлении цвета побежалости, соответствующего требуемой температуре отпуска, инструмент быстро охлаждают.
При совмещении закалки и отпуска поступают следующим образом: при закалке, не дав инструменту охладиться ниже требуемой температуры отпуска, его вынимают из охлаждающей жидкости, быстро зачищают часть поверхности напильником, шкуркой и следят за появлением требуемого цвета побежалости на зачищенном месте. При его появлении инструмент быстро охлаждают до конца.
Закалку зубил, например, выполняют следующим образом: рабочую часть зубила нагревают до 800— 830°С (светло-вишнево-красный цвет каления). Затем, держа зубило вертикально клещами за головку, опускают нагретую часть в воду. Частично охладив, зубило вынимают из воды, зачищают рабочую часть напильником от окалины и продолжают охлаждать на воздухе до температуры отпуска, при которой сталь, сохраняя свою твердость, теряет полученную при закалке хрупкость.
Таблица 4 Цвета побежалости инструментов
|
Инструмент |
Цвет побежалости |
Температура, °С |
|
Зубила для мягкой стали, |
Светло-желтый |
220 |
|
крейцмейсели, шаберы |
||
|
Резцы |
Темно-желтый |
240 |
|
Метчики и плашки |
Коричнево-желтый |
255 |
|
Ножницы |
Красно-коричневый |
265 |
|
Развертки, зубила для твердой стали, молотки |
Пурпурно-красный |
275 |
|
Зубила для чугуна |
Фиолетовый |
285 |
|
Сверла спиральные диаметром до 15 мм |
Васильково-синий |
295 |
|
Сверла спиральные диаметром более 15 мм |
Светло-синий |
315 |
|
Пружины |
Серый |
330 |
Температура отпуска для зубила составляет около 285° С; определяется по фиолетовому цвету побежалости, появляющемуся на зачищенной поверхности. При появлении необходимого цвета побежалости зубило окончательно охлаждают в воде.
Заварку шлямбура — инструмента для пробивки отверстий в стенах — производят чугуном. Для этого кусок чугуна, например обломок старой радиаторной секции, укрепляют на проволоке и одновременно нагревают на горне чугун и конец завариваемого шлямбура. В момент, когда чугун начинает плавиться, с нагретого конца шлямбура обивают окалину и обливают коронку шлямбура чугуном. Расплавленный чугун прочно соединяется с нагретым концом шлямбура и заваривает его. Конец шлямбура приобретает необходимую твердость, так как поверхностный слой коронки насыщается углеродом чугуна (цементируется) и закаливается.
При ковке необходимо выполнять следующие правила техники безопасности: работать в кожаных рукавицах и брезентовых костюмах; надевать кожаные фартуки и предохранительные очки; применять исправный инструмент; клещи должны соответствовать форме материала; плотно укладывать материал на наковальню; складывать горячие поковки в определенное место; не загромождать проходы в кузнице; осторожно заливать поковки, чтобы образовавшимся паром не обжечь руки и лицо; при осадке конца трубы противоположный конец ее закрывать пробкой.