§ 19. Общие сведения
Горячую обработку металла, т. е. обработку металла в нагретом состоянии состоянии, производят и тех случаях, когда под действием усилии нужно изменить форму металла без разрушения. Такая обработка металла в нагретом состоящий называется ковкой. 'При изготовлении санитарно-технических деталей ковку используют мало; ее применяют лишь для 'изготовления ручного инструмента, средств крепления трубопроводов и нагревательных приборов, а также при выполнении ремонтных работ.
Существует два основных метода ковки: свободная ковка и ковка штамповкой.
Свободную ковку можно выполнять на приводных молотах и вручную. Все основные кузнечные -операции при свободной ковке заключаются в обработке нагретого металла ударами молота или -ручного инструмента для получения поковок или изделий определенной формы и требуемых размеров.
При ковке штамповкой металл, деформируясь, заполняет штампы. Размеры поковки ограничиваются стенками штампа.
Основные кузнечные операции при ковке — протяжка, осадка, загиб, пробивка отверстий, отрубание и сварка. Перед ковкой металл нагревают. В нагретом состоянии металл становится более пластичным, допуская большую степень деформации без разрушения, и легче поддается ковке.
При нагреве металла, вследствие теплового расширения, размеры заготовки увеличиваются примерно на 1,5%. Следовательно, размеры заготовок в нагретом состоянии, из которых изготовляют детали, должны быть больше на 1,5% по сравнению с требуемыми по чертежу. Заготовки небольших размеров нагревают в постоянных (стационарных) и переносных кузнечных горнах с механическим дутьем. Большие заготовки нагревают в камерных печах, работающих на различных видах топлива.
Твердое топливо для кузнечных горнов должно содержать минимальное количество серы и фосфора, которые при нагреве могут химически соединяться с металлом и снизить его качество. Для кузнечных горнов следует применять куски угля небольшого размера — до 30 мм в поперечном сечении. Наилучшими сортами твердого топлива являются кокс, древесный уголь и спекающийся каменный уголь — кузнечный.
Степень нагрева стали для ковки зависит от количества содержащегося в ней углерода. Чем меньше углерода в стали, тем выше допускаемая температура нагрева. Например, для стали с содержанием углерода до 0,1% температура нагрева 1200° С, до 0,2% —-1150° С, до 0,3%—1100° С, до 0,6%—1000° С. Средняя температура нагрева для ковки 900—1050° С (оранжевый цвет каления). Чем выше температура нагрева стали, тем она пластичнее и тем меньше требует усилий для ковки. Чтобы обеспечить высокие механические свойства поковки, процесс ковки желательно заканчивать при температуре около 800° С.
Не следует допускать чрезмерного перегрева стали. При перегреве стали происходит изменение ее структуры: слияние мелких зерен и образование более крупных.
Крупнозернистый металл имеет пониженную прочность и при ковке в нем появляются трещины.
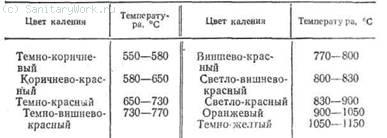
Температуру нагрева можно определить по цвету каления стали (табл. 3) с погрешностью не более ±50° С, так как по мере повышения температуры цвет стали меняется.
Таблица 3 Температура цветов каления
Небольшой перегрев металла может быть исправлен последующим отжигом. Чрезмерный перегрев металла до температуры, близкой к началу плавления, приводит к окислению и оплавлению зерен. Связь между ними ослабевает и металл теряет прочность. Это явление называется пережогом. При ковке пережженный металл дает трещины или распадается на части. При ударах о металл во все стороны разлетаются огненные брызги. Восстановить прежние качества такого металла невозможно.
При нагреве металл не следует класть непосредственно против отверстия, через которое подается воздух для дутья в горн, так как это вызывает пережог металла.
При чрезмерном нагреве углеродистой стали, например инструментальной, углерод с поверхности выгорает. Происходит обезуглероживание стали, и качество деталей, изготовленных из этих поковок, ухудшается,-