§ 25. Гибка труб
Виды изогнутых детален. Отрезок трубопровода, на котором согнуты один или несколько отводов, называют гнутым. Изогнутые детали применяют на поворотах трубопровода, при обходе балок, присоединении нагревательных приборов к системе. Преимущество изогнутых деталей перед фасонными частями заключается в плавности переходов, создании меньшего сопротивления для прохода воды, пара и газа, в отсутствии лишних соединений. Основные виды изогнутых деталей: отводы, утки (отступы), скобы и калачи.
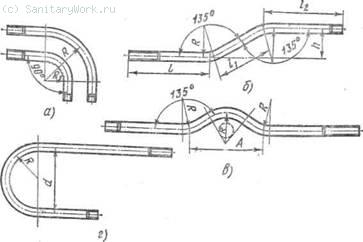
Рис. 47. Виды гнутья: а — отводы, б — утка, в — скоба, г — калач
Отвод (рис. 47, а)—деталь, изогнутая под углом 45, 60, 90 или 135°, Его применяют при поворотах трубопровода. Радиус кривизны (гнутья) отвода обозначается буквой R. При большем R изогнутая часть трубы будет больше и отвод получится более плавным. При меньшем R изогнутая часть трубы будет меньше и отвод получится более крутым.
Во время гибки на выпуклой части трубы (затылке) металл растягивается и стенка трубы становится несколько тоньше. На вогнутой части трубы, наоборот, металл сжимается. Таким образом, металл трубы испытывает на выпуклой и вогнутой частях изогнутой детали соответственно растягивающее и сжимающее усилия, ввиду чего в этих местах прочность трубы уменьшается.
В середине боковой части металл трубы также испытывает напряжение. Наименьшее напряжение металл испытывает в точках, расположенных посередине между выпуклой или вогнутой частями изгиба и серединой боковой части. Поэтому при гибке труб шов трубы как менее прочное место располагают под углом 45° к плоскости изгиба. Чем меньше радиус кривизны, тем больше растягивается металл на выпуклой стороне трубы. С другой стороны, чем больше радиус кривизны, тем больше места занимает изогнутая часть трубы и центр гибки будет дальше отходить от стены. Это создает неудобства при сборке труб.
Радиусами кривизны, при которых труба не расходится по шву, являются: для труб диаметром 15— 20 мм два наружных диаметра трубы 2DU, для труб диаметром 25—75 мм — 3 Ds и для труб больших диаметров— 4 DB. Обычно радиусы кривизны принимают на один диаметр трубы больше указанных выше. Наименьший радиус изгиба труб допускается равным
1,5 А,.
Утка, или отступ (рис. 47, б),— деталь с двумя изогнутыми частями, обычно под углом 135°. Величина отступа — расстояние между центрами отогнутых концов трубы — называется вылетом и обозначается буквой h. Утки применяют в тех случаях, когда присоединяемая к трубопроводу деталь лежит не в одной плоскости с трубой или при обходе препятствий.
Скоба (рис. 47, б)—деталь с тремя изогнутыми углами. Центральный угол обычно равен 90°, а боковые —по 135°. Скобы используют при обходе другой трубы.
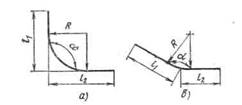
Рис. 48. Разметка отвода с углом: а — 90°, б —135°
Калач (рис. 47, г)—деталь в форме правильной полуокружности. Расстояние между осями отогнутых концов трубы d равняется 2R. Калач заменяет два отвода и его используют преимущественно для соединения двух нагревательных приборов, расположенных один над другим, на подводках к приборам. Разметка труб для гнутья. До гибки необходимо подсчитать заготовительную длину отрезка трубы L3ar, чтобы после изгиба получить заготовку, размер которой соответствует размерам, указанным на эскизах гнутых деталей трубопровода.
Заготовительной длиной называется длина детали в выпрямленном виде или размер прямого куска трубы, из которого изготовляют изогнутую деталь.
Для отводов (рис. 48) на эскизах обозначают длину сторон от вершины угла изгиба до конца трубы h и 12, угол а и радиус изгиба R.
Для разметки калачей (рис. 49) размеры х будут такие же, как и для отвода 90°. При подсчете длины развертки заготовки от суммы всех участков калача, указанных на эскизе, вычитают 2х, так как калач состоит из двух отводов.
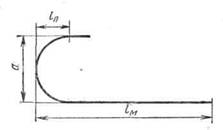
Рис. 49. Разметка калача
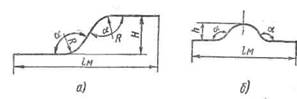
Рис. 50. Разметка утки (а) и скобы (б)
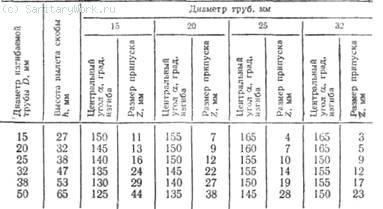
Таблица 7 Размер припуска Z для скоб
Ручные станки Вольнова (рис. 51) предназначены для гибки труб диаметром до 20 мм. Станок крепится к верстаку с помощью ступицы и плиты. На оси ступицы и плиты находится неподвижный ролик-шаблон 6 с хомутиком 7. Подвижный ролик 2 закреплен в скобе 4 с рукояткой 3. Трубу изгибают вокруг неподвижного ролика, поэтому радиус кривизны изгиба приблизительно соответствует радиусу этого ролика.
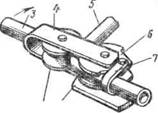
Рис. 51. Станок Вольнова:
1 — плита, 2 —подвижный ролик, 3 — рукоятка, 4 — скоба, 5 — труба, 6 — ролик-шаблон, 7 — хомутик
Трубу 5, которую необходимо изогнуть, вставляют между роликами так, чтобы конец ее вошел в хомутик 7. После этого рукояткой 3 скобу поворачивают вокруг неподвижного ролика б до получения требуемого изгиба, затем возвращают ее в первоначальное положение и вынимают трубу. Зажимать в хомутик рекомендуется более длинный конец трубы, а загибать короткий.
На станке Вольнова изгибают отводы, скобы, утки и калачи без набивки труб песком. Применяют также комбинированные станки Вольнова с двойными роликами для гибки на одном станке труб диаметром 15 и 20 мм и с тройными роликами для гибки труб диаметром 15, 20 и 25 мм.
Трубогибочный станок ВМС-23В (рис. 52) предназначен для гнутья стальных водогазопроводных труб диаметром 15—32 мм. Станок состоит из литой станины 1, редуктора 2 и рабочего механизма 3, расположенного на верхней части станины.
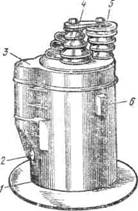
Рис. 52. Трубогибочный станок ВМС-23В: 1 — станина, 2 — червячный редуктор, 3 — рабочий механизм, 4 — неподвижные ролики, 5 — подвижные (рабочие) ролики, 6 — кнопочный пускатель
На рабочем механизме пирамидально расположены неподвижные 4 и подвижные 5 ролики. Каждая пара неподвижных и подвижных роликов служит для гнутья труб определенного диаметра без переналадки станка. С внешней стороны станины прикреплен фланцевый электродвигатель, от которого через редуктор, коническую и цилиндрическую передачи осуществляется вращение рабочего механизма вместе о пирамидой подвижных роликов.
Трубу, предназначенную для гнутья, заводят в хомут, соответствующий ее диаметру. При включении станка подвижной ролик движется вокруг неподвижного и изгибает трубу.
Механизм ВМС-26А — многопозиционный быстроходный механизм, служащий для гнутья отводов, уток, скоб диаметром 15 и 20 мм.
В настоящее время начато серийное производство трубогибочного механизма ВМС-28, предназначенного для гнутья труб диаметром от 15 до 32 мм. Этот механизм создан на базе механизма ВМС-23В и отличается от него тем, что у него имеется автостоп, обеспечивающий загиб по заданному углу. Погрешность загиба не более 5°.
Трубогибочный механизм ГСТМ-21 (рис. 53) предназначен для гибки стальных водогазопроводных труб диаметром от 25 до 60 мм и бесшовных труб со стенками толщиной до 4 мм, диаметром от 34 до 89 мм в холодном состоянии с применением дорнов.
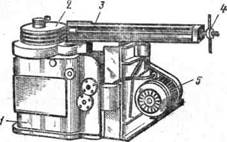
Рис. 53. Трубогибочная машина ГСТМ-21:
1 — чугунная станина, 2 —гибочные ролики, 3 —поворотная штанга, i — прижимное устройство, 5 — электродвигатель
В станине 1 машины ГСТМ-21 расположены червячная пара и главный ведущий вал. Вращение диску гибочных роликов 2 передается от электродвигателя 5 через клиноременную передачу и редуктор. Размеченную трубу устанавливают в ручей ролика и крепят эксцентриковым зажимом. Затем винтом 4 прижимают скользящую сменную колодку, помещенную в штанге 3. Далее включают электродвигатель и поворачивают рукоятку включения муфты сцепления. Гибочный ролик начинает вращаться, изгибает трубу и одновременно стягивает ее с дорна. После изгибания трубы на заданный угол станок автоматически выключается и трубу снимают.
Построечный механизм ВМС-16 (рис. 54, а, б) предназначен для резания труб диаметром 15—50 мм и нарезания на них резьбы, а также для гибки труб диаметром 25—50 мм с помощью соответствующих инструментов и устройств.
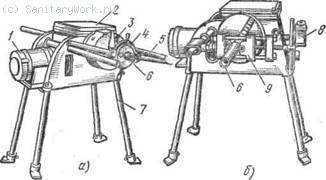
Рис. 54. Построечный механизм ВМС-16:
а — с клуппом, б — с трубоотрезным приспособлением; 1 — электродвигатель, 2 — коробка, 3 — трехкулачковый патрон, 4 — клупп, 5 — выдвижные ручки, 6 — труба, 7 — ножки, 8 — переключатель, 9 — роликовый труборез
Построечный механизм ВМС-16 оборудован редуктором, электродвигателем 1 мощностью 1,7 кВт с частотой вращения 1420 об/мин. С помощью червячной пары, расположенной в коробке 2, электродвигатель приводит во вращение полый шпиндель. На одном конце шпинделя укреплен трехкулачковый патрон 3, а на другом — планшайба с тремя направляющими плашками для трубы. Шпинделю переключателем 8 можно сообщать правое или левое вращение. Механизм установлен на четырех съемных ножках 7. Две выдвижные ручки 5 служат для переноски механизма, кроме того, их используют также для упора рабочего инструмента.
Гибка стальных труб в горячем состоянии. При прокладке трубопроводов больших диаметров для изменения направления трубопроводов применяют крутоизогнутые отводы с радиусом кривизны, равным одному- двум диаметрам трубы. Отводы изготовляют в заводских условиях из стальных бесшовных труб методом штамповки и горячей протяжки. Торцы отводов обрабатывают под сварку (фаска 30°).
В некоторых случаях применяют складчатые отводы (рис. 55, а, б), которые изготовляют на строительной площадке на гибочном стенде. Трубы для образования отвода размечают, как показано на рис. 55, в.
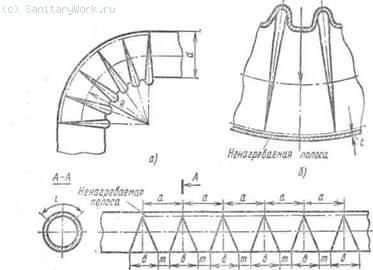
Рис. 55. Изготовление складчатых отводов:
а - складчатый отвод, б - элемент отвода, в — разметка трубы для образования складок
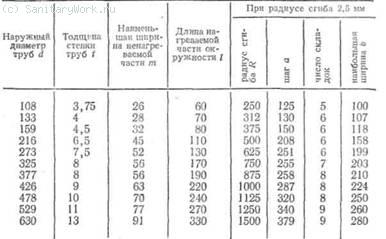
Размеры нагрева трубы для образования складок приведены в табл. 8.
Таблица 8 Размеры складчатых отводов, мм (см. рис. 55)
После того как сделана разметка трубы, оба конца ее закрывают деревянными пробками. Далее трубу укладывают на стенд, прикрепляют к ее концу канат гибочной лебедки и нагревают газовыми горелками первую складку будущего отвода. Число газовых горелок зависит от диаметра трубы и наружной температуры. Трубу нагревают до светло-красного каления. Затем трубу с помощью лебедки изгибают, образуя первую складку. Полученную складку охлаждают водой, после чего приступают к нагреванию следующей складки, и так поступают до получения нужного отвода.
В целях повышения качества и сокращения трудовых затрат при заготовке элементов систем стандартные детали (например, отдельные элементы систем водоснабжения для сантехкабин) изготовляют методом штамповки. При заготовке элементов систем методом штамповки предварительно отрезают трубу необходимой длины и на ней нарезают резьбу. Затем подготовленные трубы в количестве до 15 шт. одновременно укладывают на матрицу гидравлического пресса. Пресс включают в работу; путем обжатия пуансоном деталям придают требуемую форму. Штампованные детали имеют лучший внешний вид и совершенно одинаковые размеры отдельных частей по сравнению с однотипными деталями, изгибы на которых выполняются на трубогибочных станках.
При гнутье труб в холодном и горячем состоянии, чтобы избежать ушибов и ранений, необходимо правильно и прочно укреплять трубы на станках; следить за исправностью ограждений, электрооборудования, проводов, пусковых устройств и защитного заземления.