§ 9. Общие сведения
Опиливанием называется снятие слоя с поверхности заготовки (детали) режущим инструментом — напильником. Опиливание производят, чтобы получить определенную форму, точные размеры, гладкую прямолинейную или криволинейную поверхность, чтобы подогнать детали одна к другой, а также для образования наружных и внутренних углов, обработки отверстий, снятия фасок, Мелкие детали опиливают в тисках, установленных в мастерской, а крупные — на месте заготовки и сборки их.
Напильник представляет собой стальной закаленный брусок с насеченными или нарезанными на рабочих поверхностях правильно расположенными мелкими зубьями.
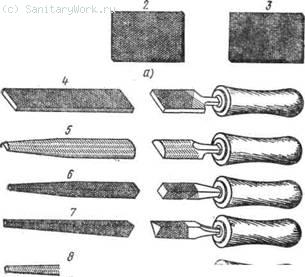
Рис. 22. Классификация напильников:
а - по виду насечки, б - по форме; 1 - драчевый, 2 - личной, 3 - бархатный F - плоский, 5 - полукруглый, 6 — квадратный, 7 - трехгранный, 8 - круглый
Все типы напильников, кроме круглых, изготовляют с насеченным зубом. Круглые напильники изготовляются с насеченным и нарезным зубом. Напильники с насеченными зубьями должны иметь перекрестную (двойную) насечку под углом 25° — основную и под углом 45° — вспомогательную. Круглые напильники могут иметь спиральную одинарную насечку с углом наклона насечки 20°.
Зубьями напильника срезают с поверхности металла небольшой слой в виде стружки. Напильниками с одинарной насечкой срезают широкую стружку, а с двойной насечкой — мелкую.
Напильники разделяются: по крупности насечки (номеру), подлине и форме (рис. 22).
В зависимости от числа насечек на 10 мм длины напильники бывают: драчевые (№ 0 и 1) с крупной насечкой, личные (№ 2) с более мелкой насечкой и бархатные (№ 3, 4) с очень мелкой насечкой. Драчевые напильника применяют для предварительной, грубой обработки, личные — для чистовой, отделочной обработки и бархатные— для окончательной, точной отделки изделия.
Драчевыми напильниками за один рабочий ход, в зависимости от твердости металла, можно снять слой толщиной 0,5—1 мм с погрешностью обработки не более 0,2—0,5 мм; личными — толщиной 0,1—0,3 мм с погрешностью обработки не более 0,02 мм; бархатными можно обработать поверхность детали с погрешностью не более 0,01—0,005 мм.
Напильники состоят из носа — конца насеченной части напильника, тела — рабочей насеченной части, пятки— насеченной части тела напильника и хвостовика — части напильника, на которую надевают деревянную ручку круглой формы с утолщением в середине. Ручки изготовляют из древесины твердых пород: березы, клена, бука. Чтобы ручка не раскололась при насадке на напильник и при работе, на конец ее надевают стальное кольцо. Напильники изготовляют длиной от 100 до 400 мм. Размер напильника следует выбирать соответственно величине обрабатываемой поверхности. Напильник должен быть на 150 мм длиннее опиливаемой поверхности.
В зависимости от вида обрабатываемых поверхностей изделий и характера работ применяют напильники различной формы: плоские, полукруглые, квадратные, трехгранные, ромбические и круглые.
Плоские, остроносые и тупоносые напильники используют для опиливания наружных и внутренних плоских поверхностей, а также пропиливания шлицев и канавок; полукруглые — для опиливания криволинейных поверхностей вогнутой формы, для выпиливания закруглений в углах; квадратные — для распиливания квадратных прямоугольных и многоугольных отверстий, а также опиливания узких плоских поверхностей; трехгранные — для опиливания острых углов как с внешней стороны детали, так и в пазах, отверстиях и канавках; круглые — для выпиливания круглых и овальных отверстий.
Для удлинения сроков службы напильников следует правильно обращаться с ними, своевременно очищать насечку напильника стальными щетками от застрявшей стружки и предохранять от масла и воды. Не следует рабочую часть напильника брать масляными руками и класть напильники на масляный верстак. При опиливании мягких металлов напильник рекомендуется предварительно натереть мелом. Это предохранит его от забивания металлическими опилками и облегчит очистку от опилок.