§ 27. Оборудование для питания сварочной дуги
- § 26. Общие сведения о дуговой сварке
- § 27. Оборудование для питания сварочной дуги
- § 28. Ручная дуговая сварка стыков трубопроводов
- § 29. Автоматическая и полуавтоматическая сварка труб под слоем флюса
- § 30. Газовая сварка металла
- § 31. Основные требования к сварке трубопроводов в зимних условиях
- § 32. Кислородная резка металла
- § 33. Подготовка элементов санитарно-технических систем под сварку
- § 34. Техника безопасности при сварочных работах
В зависимости от технологического процесса сварочные работы ведут с использованием переменного или постоянного тока. Питание сварочных постов переменным током осуществляется от специальных трансформаторов, а постоянным током — от преобразователей и выпрямителей.
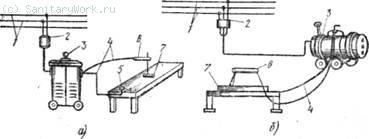
Рис. 57. Принципиальные электрические схемы поста для ручной дуговой сварки:
а — переменным током, б — постоянным током; 1 — сеть переменного тока, 2 —рубильник, 3 — сварочный трансформатор или преобразователь, 4—сварочные провода, 5 — зажим, 0 — электрододержатель, 7 — изделие
Принципиальная электрическая схема поста для ручной дуговой сварки переменным током показана на рис. 57, а. От сети 1 переменный ток напряжением 220 или 380 В через рубильник 2 подается к источнику питания—сварочному трансформатору 3, где ток трансформируется до напряжения 65—75 В, необходимого для возбуждения дуги, и по сварочным проводам 4 через зажим 5 и электрододержатель 6 подводится к изделию 7.
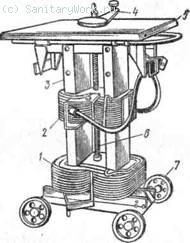
Рис. 58. Сварочный трансформатор ТС-500: 1 — катушки первичной обмотки, 2 — катушки вторичной обмотки, 3—сердечник, 4 — рукоятка, 5 — крышка, 6 —регулировочный винт, 7 —тележка
Сварочные трансформаторы (рис. 58) предназначены для понижения напряжения сети и регулирования сварочного тока. Основа трансформатора — сердечник 3, представляющий собой магнитопровод, изготовленный из пластин трансформаторной стали толщиной 0,5 мм. Пластины, изолированные между собой лаком, собраны в замкнутый контур стержневого типа и стянуты шпильками. На вертикальных стержнях сердечника размещаются две катушки первичной 1 и вторичной 2 обмоток. Трансформатор вместе с обмотками защищен кожухом и крышкой 5, на которой помещена шкала, указывающая силу тока. Подвижные катушки вторичных обмоток соединены с регулировочным винтом 6, при вращении которого рукояткой 4 катушки вторичной обмотки сближаются с катушками первичной обмотки; при этом сварочный ток будет увеличиваться, при удалении катушек сварочный ток уменьшается.
Переменный ток из сети, проходя через первичную обмотку трансформатора, намагничивает сердечник и создает в нем переменный магнитный поток, под действием которого во вторичной обмотке индуктируется переменный ток. Напряжение индуктированного тока зависит от числа витков вторичной обмотки: чем больше витков в обмотке, тем напряжение индуктируемого тока будет выше. Сварочный ток регулируют путем включения в сварочную цепь индуктивного сопротивления или посредством изменения магнитного потока, что достигается изменением расстояния между катушками первичной и вторичной обмоток.
Принципиальная электрическая схема поста для ручной дуговой сварки постоянным током показана на рис. 57, б. В этом случае ток от сети напряжением 220X380 В поступает к преобразователю 3, который состоит из асинхронного электродвигателя и сварочного генератора, соединенных между собой общим валом. Такие преобразователи вырабатывают постоянный сварочный ток напряжением 25—75 В.
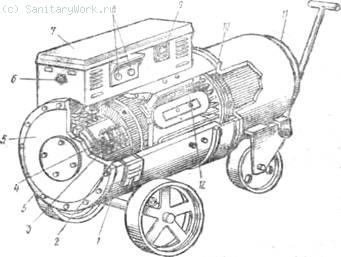
Рис. 59. Сварочный преобразователь ПСГ-500: 1 — корпус, 2 — якорь, 3 — траверсы со щетками, 4 — коллектор, 5, 11 — крышки, 6— реостат, 7 — кожух, 8 — зажимы, 9 — вольтметр, 10 — вентилятор, 12 — сердечники полюсов
Преобразователь ПСГ-500 (рис. 59) состоит из корпуса 1, внутри которого расположен якорь 2 с коллектором 4, передней 5 и задней 11 крышек. На корпусе преобразователя с внутренней стороны укреплены сердечники 12 полюсов, снабженные полюсными башмаками. На полюсах насажены катушки из изолированного провода с обмотками возбуждения, включенные в электрическую цепь преобразователя. Сверху на корпусе в специальном кожухе 7 укреплены реостат 6 для регулирования режимов сварки, пусковая аппаратура, вольтметра и доска зажимов сварочного тока с зажимом 8. Якорь собран из пластин с продольными пазами, в которых уложены изолированные витки обмоток якоря.
На одном конце якоря 2 укреплен коллектор 4, представляющий собой большое число медных пластин, концы которых спаяны с кожухами витков обмотки якоря. На другом конце находится вентилятор 10, охлаждающий внутренние части преобразователя. В передней крышке 5 расположен подшипник вала якоря, траверсы 3 со щетками и рукоятка поворота траверсы.
Преобразователь работает по принципу электромагнитной индукции. При вращении якоря его обмотка пересекает магнитные силовые линии магнитов, в результате в обмотке якоря наводится переменный ток, который преобразуется в постоянный.